
- 河北精恒机床
刮研平台

刮研平台的主要使用范围:经人工铲刮合格后的刮研平台主要用于机床或其他精密设备的装配,检修,工件的外形尺寸测量及精度检验等高精度需求的工作。为_刮研平台的精度稳定准确,需要进行两次人工时效处理后,再对精铣后平台台面进行人工刮研处理。
刮研平台规格:100mmX100mm-3000mmX8000mm(特殊规格要求可根据使用要求定做加工生产)。
刮研平台的材质:采用HT200-300.QT300-400.
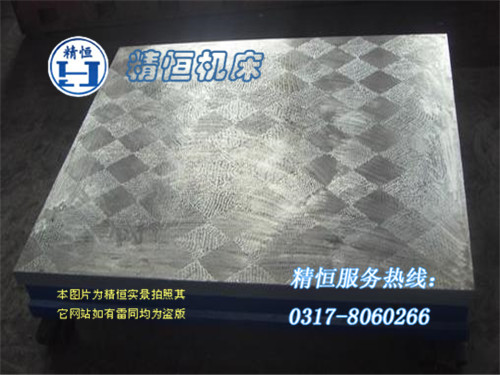
刮研平台的检验方法:采用涂色方法检验。其标准为0级1级平板25平方毫米的范围内不少於25点,2级不少於20点,3级不少於12点。
刮研平台的精度等级:按照_标准,分为1级,2级,三级。
刮研平台的结构形式:采用箱型,筋板型结构。其中箱型分为单围式与双围式。
1.按照刮研平台支撑点的位置,在地面相应位置放置好调整垫铁,将刮研平台支撑点充分接触到调整垫铁,手感方式调整四角稳定性,微调调整垫铁,直到稳定。然后使用水平测量仪器对平台进行精调。直至达到符合其平面要求精度。
2.将刮研平台放置在平台支架上,初步调整支架上固定的千斤顶或其他支点。再结合水平测量仪器调整到符合其平面要求精度。特别注意的是,平台的中心点_要贴近平台支架的中心点。
3.调整后的刮研平台24小时后应对其平面度进行二次测量。
4.调整完毕后,对所有调整螺栓做加固处理,防止其使用过程中松动而造成工作面精度发生变化,使测量结果不准确。
刮研平台的制造工艺:商定有关技术条款后,进行制图,经双方确认后,按照图纸制作消失模,对模型检验且合格后,进行沙坑预埋。按照所需刮研平台的材质进行浇筑。完后经过炉前炉后两次铁水化验,已确认刮研平台材质。铸件经打磨清砂处理后,进行一次消除铸造内应力为目的的人工时效处理。粗加工后,在进行一次以消除加工内应力为目的的人工时效处理。然后精铣,并进行刮研。
精恒机床 2014(C)版权所有
技术支持:中科四方